Featured Finishes
10.03.2019


Pioneer’s CastGuard™ anodizing system is a proprietary anodize method designed specifically to increase the service life of permanent mold aluminum pressure die castings. CastGuard™ increases salt spray resistance significantly beyond the typical 50-100 hours when tested in a Neutral Salt Spray test chamber, per ASTM B-117.
Die castings are widely used as an effective method to get a net shape very cost effectively with good physical properties. Unfortunately, the properties which allow the die casting to have intricate shapes and low costs, inhibit the traditional anodizing process from providing acceptable corrosion resistance in higher corrosion applications.
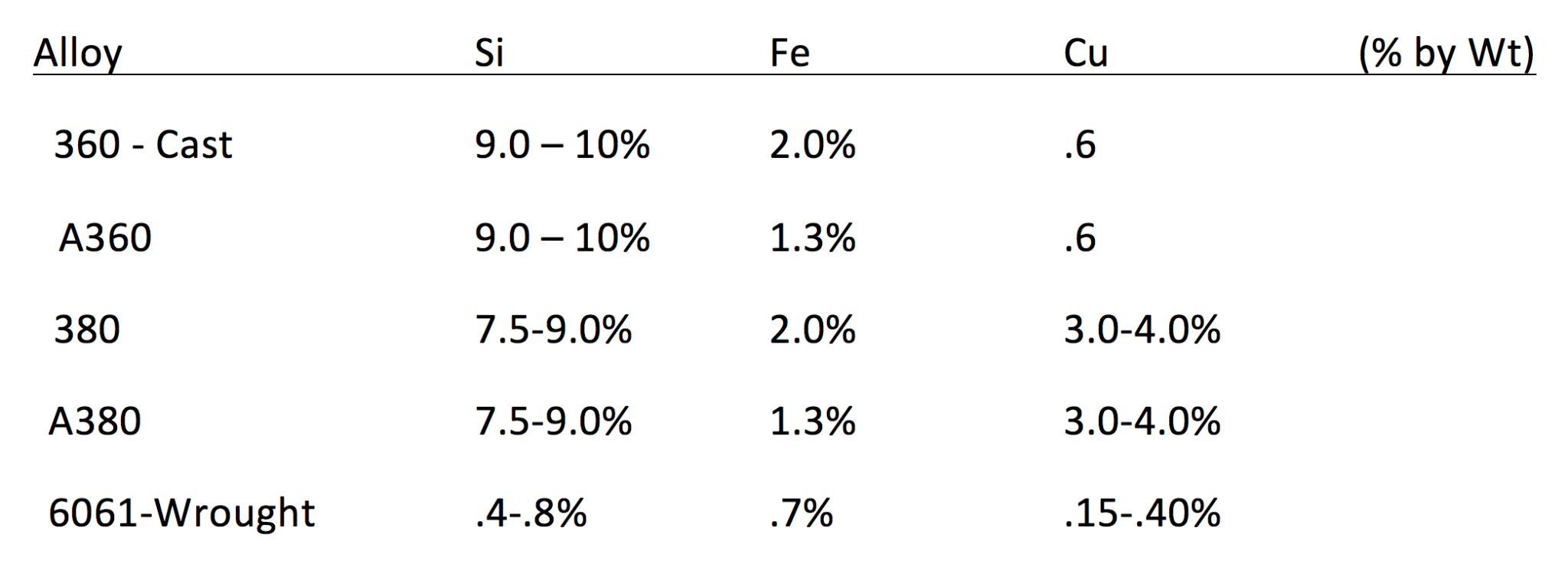
360 & 380 Die cast alloys contain high levels of Silicon (Si), Iron (Fe) and Copper (Cu). Si is over 20 times higher in these castings than in wrought alloys. The properties that make the die cast alloy and the associated production process attractive economically for the manufacturer/buyer, also make the alloy less suitable for anodize than wrought alloys.
These following major constituent alloying elements are typically present in die-castings in the following amounts:
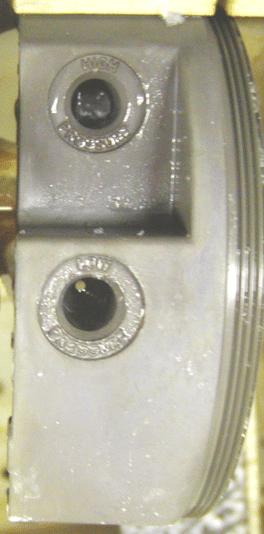
Cross Section Photo
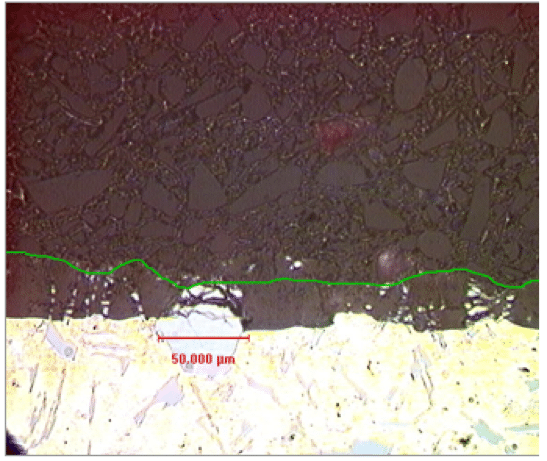
(Top layer: Mounting Material. Middle layer below the green line: Adonic Layer. Bottom layer: Aluminum.)
In this Photo, a large particle of silicon (50um) on the surface of the aluminum inhibit the formation of the anodize, leaving unprotected areas.
Silicon is the primary alloying constituent that causes less desirable thickness and corrosion resistance results when die cast parts are anodized. Silicon cannot be distributed homogenously in an aluminum alloy, and is up to approximately .8% by weight, therefore in die cast alloys, unalloyed silicon particles are present within the alloy matrix. These particles of silicon cannot produce aluminum oxide during the anodizing process, and inhibit anodic film formation in any area they occur on the surface that interfaces with the anodize electrolyte. Areas with very little to no coating will occur around these particles directly adjacent to other areas of homogenous alloyed aluminum which forms a more typical anodic film during the electrochemical conversion of aluminum to aluminum oxide (anodizing).
According to the Aluminum Anodizer’s Council – Anodize Reference Guide the best-case maximum thickness (build up and film thickness) for 360/380 Die Cast Alloys will be .0005” for Type III Hard Anodize, and less for Type II.
In addition, Pioneer Metal Finishing’s experience indicates that voids are present in the anodic coating that correlate directly with unalloyed, elementary particles of silicon and copper. Eddy Current and cross sectional testing confirms this. Average thicknesses will be in the range of .0001”-.0003”. Results are improved slightly on machined surfaces vs. “as cast” die cast surfaces. This is the primary reason that salt spray test results for anodized die cast parts are inferior to similar anodic films on wrought alloys.
Anodizing of die cast products is common practice in today’s manufacturing environment. Primary benefits are protection of the surface from mild corrosion, enhanced surface properties, and as an excellent pretreatment for the application of organic coating systems.
CastGuard™ is a proprietary process for anodized aluminum castings that offers enhanced corrosion protection.
Aluminum die casting is one of the most popular methods used in mass production today. Unfortunately, this process promotes the migration of silicon particles to the surface of these castings. Silicon particles make it difficult to produce a uniform anodize coating of more than .0004”. Thus, corrosion protection and aesthetics are compromised.
Below is a photo of two parts, one sealed with typical Nickel Acetate per Mil 8625 Type II, Class I, and the other with the CastGuard Finish. These photos were taken at 908 hours in a Neutral Salt Spray chamber operated per ASTM B-117. The photo clearly shows the dramatic improvement in corrosion resistance of the CastGuard process on a die casting.
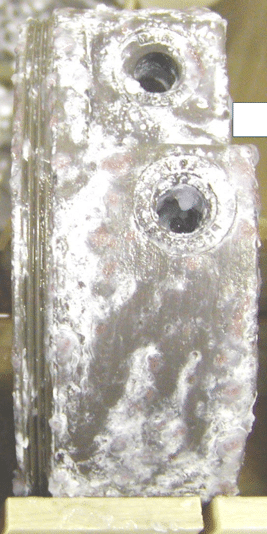
Anodize Type II with Nickel Acetate
CastGuard
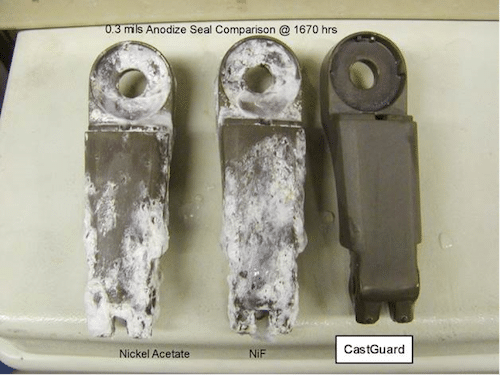
In this photo, anodizing produced to Mil A-8625 Type 2, Class 1 using different processes shows the dramatic improvement in results from Neutral Salt Spray testing per ASTM B117.
CastGuard™ typically is applied at thicknesses from .0003” -.0004” on machined surfaces, and somewhat less on as cast surfaces. Performance testing on various die cast products has seen passing results in Neutral Salt Spray testing in excess of 2000 hours, depending on the casting.
CastGuard™ enhances the natural ability of the anodic film to resist corrosion, yet does not build up in threads or critical dimensions on your assemblies. Cast Guard is clear, will not yellow.
CastGuard™ finish is an exceptional primer when used with wet spray or powder coating topcoats. The CastGuard™ prevents filiform corrosion and creep when the organic top layer is compromised thru to the CastGuard finish from a scratch or cross hatch.
Pioneer’s Technical Process Development experts have engineered a diverse portfolio of finishes capable of satisfying a broad range of aluminum die cast finishing needs, including Pioneer’s proprietary CastGuard™ anodize process.
Check out all the finishing options at Pioneer at www.pioneermetal.com
Since 1945, Pioneer Metal Finishing has provided custom metal finishing solutions to the manufacturing marketplace. Evolving from one facility in Minneapolis, MN, to 8 facilities today, Pioneer employs over 1100 associates dedicated to metal finishing in the US and Mexico.
As a trusted metal finishing partner to major OEM’s and a diverse range of industries, Pioneer’s facilities, and manufacturing excellence set’s Pioneer apart from other finishing companies. With strong process controls, Best Practices control systems, and our unwavering commitment to quality, Pioneer produces hundreds of millions of parts annually for Medical, Aerospace, Defense, Automotive, Marine, Food Service, and Industrial applications.
Our products include Aluminum Anodizing, Hardcoat Anodizing, Precious Metal plating, Electroless Nickel Plating, Adhesives, and functional Organic coatings.
Pioneer has the expertise and capability to assist in development and produce to your specific program requirements.
Pioneer is ISO-9001-2015 & AS9100 registered, ITAR and FFL licensed, and has the systems and technical resources to successfully launch new programs.


